What is Precast Concrete?
The term precast concrete is applied to individual concrete members of various shapes, which are designed to fit in parts of a whole structure. They are constructed in separate forms before placing them in the proper position of the structure.
In contrast, the term cast-in-situ concrete is applied to concrete members, cast or poured, in formwork set up at the final position of the structure.
Precast concrete units form a part of a new technique called prefabricate construction.
Advantages and Disadvantages of Precast Concrete.
Advantages of precast concrete:
Precast concrete has several advantages over cast-in-situ concrete:
1. When identical members are cast, it is advantageous for the same formwork to be used.
2. As better quality control can be exercised in the factory or yard site, concrete of superior quality can be produced.
3. Smoother exposed surfaces can be produced, which may not require plastering.
4. Precasting work can be carried out under all weather conditions if adequate protection is provided in the casting yard.
5. Precast units can be made to the required shape without much difficulty.
6. When required, they may be dismantled without any breakage.
7. Curing can be done more effectively and economically.
8. Constructions can be erected mostly under all climatic conditions.
9. Buildings may be constructed at a greater speed.
Disadvantages of Precast Concrete:
There are certain aspects that discourage the use of precast concrete units under the following conditions:
1. Special types of equipment are needed for handling, transportation, and erection. This is of particular concern for large-size units like beams, slabs, columns, etc.
2. The cost of construction may increase due to the employment of skilled labor and due to mechanized construction.
3. There is more chance of damage to the precast units while loading, transporting, and erecting.
4. Combining different units and making them function as per the design is really difficult, particularly if different types of units are involved.
5. Future modification to the building constructed using precast units is difficult.
Dimensions of Precast Elements.
The preferred dimensions for different elements of a building considering the basic module are as follows:
1. Flooring and Roofing Scheme:
Precast slabs or other precast structural flooring units:
1. Length:
Normal length shall be in multiples of 3 M.
2. Width:
Normal width shall be in multiples of 1 M.
3. Overall thickness:
The overall thickness shall be in multiples of M/4.
2. Beams:
1. Length:
Normal length shall be in multiples of 3 M.
2. Width:
Normal width shall be in multiples of M/4.
3. Overall depth:
The overall depth of the floor zone shall be in multiples of M/4.
3. Columns:
1. Height:
Overall depth (i.e., floor-to-floor or the clear height) shall be in multiples of 1 M for heights up to 2.8 M, and for heights above 2.8 M, it shall be in multiples of 2 M.
2. Lateral dimension:
The overall lateral dimension or diameter of columns shall be in multiples of M/4.
4. Walls:
Thickness :
The nominal thickness of walls shall be multiples of M/4.
5. Staircase:
Width:
Nominal width shall be in multiples of 1 M.
5. Lintels:
1. Length:
Nominal length shall be in multiples of 1 M.
2. Width:
Nominal width shall be in multiples of M/4.
3. Depth:
The nominal depth shall be in multiples of M/4.
6. Sunshades Projections:
Length:
Nominal length shall be in multiples of 1 M.
Normally acceptable methods of finishes for these components are:
1. Molded concrete surface to design.
2. Laid-on finishing tiles fixed during casting.
3. Finishes obtained by washing, tooling, grinding, and grooming of hardened concrete.
4. Exposed aggregates are in-situ.
5. Finishes added in-situ.
Manufacture of Precast Concrete Elements.
Crucial factors that are to be considered for effective production and supply of precast concrete components are:
1. Storage facilities.
2. Suitable transport facilities.
3. Erection equipment.
4. Availability of raw materials.
Manufacture of precast concrete units can be done in a centrally located factory, or in a site where a precasting yard is set up at or near the site of work.
1. Factory Prefabrication:
Factory prefabrication is adopted in a centrally located plant for the manufacture of standardized components on a long-term basis.
The production unit has to work throughout the year, preferably under a closed shed to avoid the effects of seasonal variations. The feasibility of the introduction of the latest manufacturing technique should be considered.
Further, there should be some room for the possibility of introducing enhanced technology. To ensure continuous production, work has to be organized in a factory-like manner with support from a team of workmen.
The disadvantages of factory prefabrication are:
1. Extra cost incurred while transportation.
2. Limitation of the availability of transportation equipment for the size and shape of the prefabricated component and road contour.
3. Employment of organized labor and their service benefits cause a huge establishment.
2. Site Prefabrication:
In this case, the components are manufactured at the site or as near to the site as possible. This type of precast concrete manufacturing is employed for specific jobs that last for a short span of time.
The locally available labor force is, as for as possible, used, and the equipment and molds are rented. Generally, the work is carried out in open space.
Although this has some economic benefits, there are a few disadvantages:
1. There are no elaborate arrangements for quality control.
2. Work may be disrupted due to weather conditions.
3. A high degree of mechanization can not be adopted.
3. Process of Manufacture:
Processes of manufacture comprise the main process supplemented by an auxiliary process and a subsidiary process.
1. Main Process:
The activities involved in the main process are given below:
1. Providing and assembling the mold.
2. Placing a reinforcement cage in position on the reinforced concrete work and stressing the wires in the case of prestressed concrete elements.
4. Fixing tubes and inserts wherever necessary.
5. Placing the concrete in the molds.
6. Vibrating the concrete and finishing.
7. Demolding the forms, removing the units, and stacking the products for curing.
8. Curing is done. Preferably steam curing may be resorted to.
2. Auxiliary Process:
The activities affecting the successful functioning of the main process are as follows:
1. Mixing of proportionate ingredients and manufacture of fresh concrete, which is done in a mixing station or by a batching plant.
2. Prefabrication of a reinforcement cage is done in a steelyard or workshop.
3. Manufacturing of inserts and other finishing items needed for the precast units.
4. Taking on the job of finishing the precast products.
5. Arranging for the testing of these products.
3. Subsidiary Process:
The activities that help to keep the main production unit functioning properly are as follows:
1. Storage of all the ingredients for concrete and other materials.
2. Arranging to transport cement, sand, and aggregates.
3. Transporting the green concrete and reinforcement cages to the molding yard.
4. Transporting the finished products to the stacking yard.
5. Undertaking all repair works, maintenance of tools, machines, etc.
6. Arranging to produce steam for curing.
4. Overall Management:
For the successful running of the entire production unit, the following aspects should be properly exercised:
1. To ensure speed and economy while manufacturing precast concrete, a cyclic technological method has to be employed.
2. To improve quality and increase productivity, the mechanization has to be improved.
3. Optimum production has to be achieved with quality elements produced.
4. To maintain speed to meet the supply.
5. Working conditions should be improved for the people on the job.
6. To minimize the interruption of production due to weather or other causes.
5. Methods of Manufacturing:
There are two methods of manufacturing precast concrete units, viz., the Stand Method and the Flow Method.
In the Stand Method, the molds are stationary and remain in one place, where the various processes involved are carried out in a cyclic order at the same place.
In the Flow Method, the precast units under consideration are in movement from one place to another in a cyclic order according to the various processes involved in the work.
Types of Precast Concrete Units.
Different types of precast concrete units are discussed below.
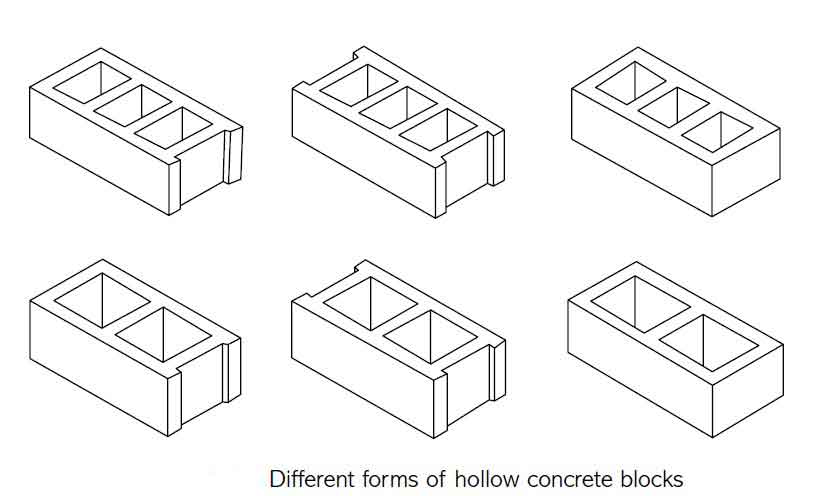
1. Hollow Concrete Blocks:
Hollow concrete blocks are manufactured in various shapes and sizes. Blocks of concrete are molded in a machine. Details of standard size blocks, which are used for different works, are given below:
(i) Hollow concrete blocks – 39 cm × 19 cm × 30 cm.
(ii) Hollow building tiles – 39 cm × 19 cm × 20 cm.
(iii) Hollow concrete blocks for partition walls – 39 cm × 19 cm × 10 cm.
The face thickness of blocks is maintained as 5 cm or more. Different forms of hollow concrete blocks are shown in the below figure.
Standard hollow blocks are used for the construction of walls and columns. To ensure maximum economy in construction, the overall length and height of walls should be so fixed so as to make maximum use of full and half-length blocks.
The availability of the size of hollow blocks should be considered while determining the height of the door and window openings.
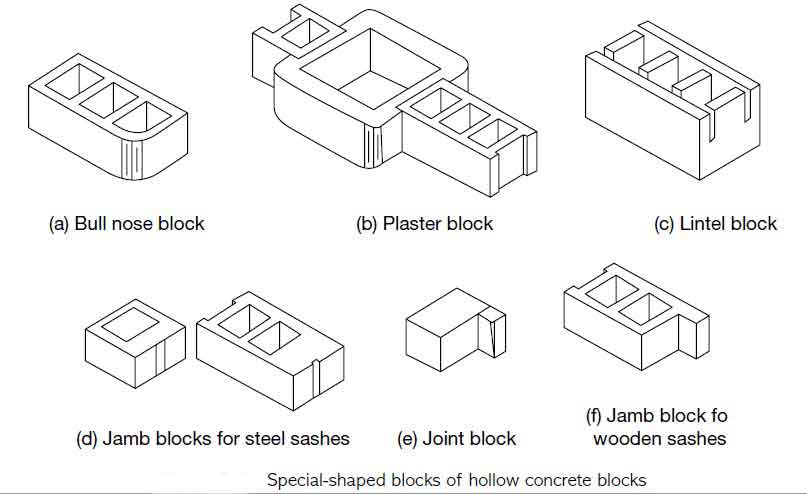
Specially shaped blocks are manufactured for corners, sills, lintels, and jambs, wall closures, piers between doors and windows, etc.
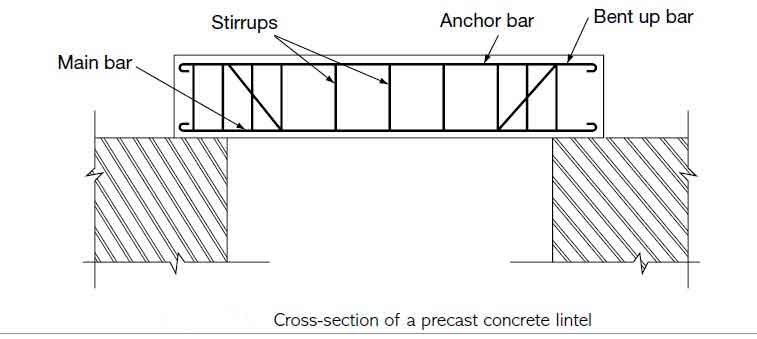
2. Lintel Units:
Prefabricated RCC lintels can be used conveniently over windows, door openings, and passage openings. Precast lintels indirectly accelerate the speed of construction as the curing period is eliminated.
Precast RCC lintels are preferred for small spaces up to 2 meters, and they are usually cast in wooden molds and cured well in advance.
While laying a precast lintel case, care has to be taken to see that the marked face of the lintel is on the top or upper side.
All pre-cast lintels are marked with tar or paint at the top so as to distinguish them from the bottom. This is essential; otherwise, the position of reinforcement is reversed, which causes structural failure.
3. Door and Window Frames:
Door and window frames can also be prefabricated. Steel bars of about 4–40 mm in diameter run through the frames of the doors or windows.
Suitable hardwood blocks are used for fixing hinges, etc., to them. Concrete is vibrated on a table vibrator and then
poured into the mold, which ensures a durable mix.
4. Roofing and Flooring Elements:
Prefabricated reinforced concrete battens are used instead of wooden battens. For the sloping roof, precast reinforced and prestressed concrete trusses may be used.
Plain precast concrete tiles can be used for roofing and flooring flat roofs.
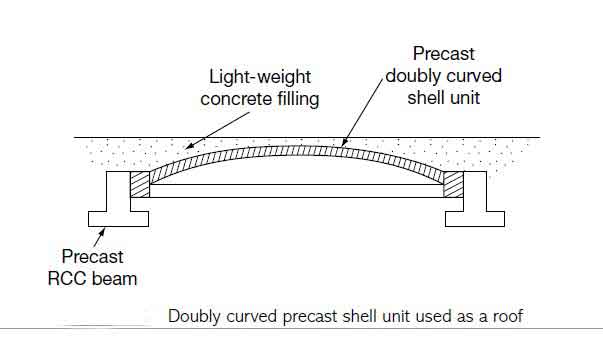
5. Precast Shell Units:
Plain or lightly reinforced concrete can be used in the form of precast shell roofing. A suitable frame is made to cast the shell unit.
The hessian cloth is spread over it. The cloth is given a sort of sag to maintain the shape of the shell. To regulate the thickness, a thin frame of 2.5 cm height is placed.
Chicken mesh cut to fit this mold is placed on it. Cement concrete is poured and manually compacted. The frame is made to rest to permit the hessian to sag with wet concrete. Edge beams are also cast.
To obtain a level surface, the depression is filled with concrete or earth—the shell units maybe 1 m × 1 m to about 3 m × 3 m in size.
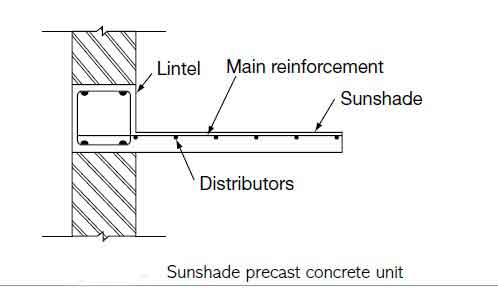
6. Sunshade Unit:
Sunshades are made 75 mm at the cantilever end and tapered upwards to the depth of the lintel. They come monolithic with lintel.
On average, the projection will be 60–90 cm. The main rods of the cantilever of the sunshade can be 8 mm rods at 10 cm centers with 8 mm distributors at 15 cm centers.
At least a 20 mm cover is provided. A typical cross-section of a sunshade is shown in the below figure.
Was happy to read in depth information by you on the topic. Great article.
Sir
I need a RCC precast Room for living approx 100 to 150 sqft.
in lucknow UP.
usefull and has helped me to revise for my Kenya TECHNICAL EDUCATION EXAMS IN BUILBING TECHNOLOGY